膜結(jié)構(gòu)工程制作與安裝實(shí)施質(zhì)量控制
發(fā)布日期:2020-07-22 14:30:56
一�����、編制和審核有關(guān)技術(shù)文件��、報(bào)告
對技術(shù)質(zhì)量文件�、報(bào)告的編制和審核,是對工程質(zhì)量進(jìn)行控制的重要手段�,其具體內(nèi)容如下:
1、制作項(xiàng)目
(1)審核施工圖、設(shè)計(jì)變更�����、修改圖��。
(2)試驗(yàn)和編制有關(guān)應(yīng)用新工藝���、新技術(shù)在���、新材料、新結(jié)構(gòu)的技術(shù)鑒定書��。
(3)編制和審核技術(shù)工藝文件(如制作要領(lǐng)書����、技術(shù)指導(dǎo)書、涂裝要領(lǐng)書����、包裝與運(yùn)輸要領(lǐng)書、工藝規(guī)程)等���,質(zhì)量檢驗(yàn)文件(如質(zhì)量檢查要領(lǐng)書����、質(zhì)量檢查表式等)。
(4)對有關(guān)材料���、半成品的質(zhì)量檢查表式等�����。
(5)及時(shí)反饋反映工序質(zhì)量動(dòng)態(tài)的統(tǒng)計(jì)資料或管理圖表����。
(6)及時(shí)處理有關(guān)工程 項(xiàng)目質(zhì)量事故�,作好處理報(bào)告,提出合適的糾正與預(yù)防措施����。
(7)做好產(chǎn)品驗(yàn)收交貨資料。
2��、安裝項(xiàng)目
(1)編制與審核施工方案和施工組織設(shè)計(jì)����,確保工程質(zhì)量有可靠的技術(shù)措施����。
(2)審核正式開工報(bào)告�,下達(dá)開工指令�����。
(3)審核進(jìn)入施工現(xiàn)場各分包單位的技術(shù)資質(zhì)證明文件�����、人員上崗資質(zhì)證書�。
(4)審核有關(guān)材料、成品��、半成品的質(zhì)量檢驗(yàn)指靠����、材質(zhì)證明書、試驗(yàn)報(bào)告�����。
(5)審核施工圖��、設(shè)計(jì)變更�����、修改圖紙與通知、協(xié)議����、指示。
(6)編制與試驗(yàn)有關(guān)應(yīng)用新工藝�、新技術(shù)、新材料�����、新結(jié)構(gòu)的技術(shù)鑒定書��。
(7)做好工序交接檢查��、分項(xiàng)分部工程質(zhì)量檢查報(bào)告���。
(8)及時(shí)處理有關(guān)質(zhì)量事故���,做好處理報(bào)告,提出合適的糾正與預(yù)防措施���。
(9)及時(shí)反饋工序質(zhì)量動(dòng)態(tài)的統(tǒng)計(jì)資料或管理圖表�����。
(10)及時(shí)做好工程項(xiàng)目驗(yàn)收資料�����。

二����、過程檢查與終檢
1�、檢查內(nèi)容
(1)物資準(zhǔn)備檢查。對采購的材料���、進(jìn)場的鋼構(gòu)件����,顧客提供的產(chǎn)品外觀��、尺寸上是否滿足技術(shù)質(zhì)量標(biāo)準(zhǔn)��,機(jī)工具輥否處于良好工作狀態(tài)��。
(2)開工前檢查?,F(xiàn)場是否具備開工條件�,開工后能否保證工程質(zhì)量��。
(3)工序交接檢查��。對于重要工序或?qū)こ藤|(zhì)量有重大影響的工序�,在自檢互檢的基礎(chǔ)上,還要加強(qiáng)質(zhì)檢人員巡檢和工序交接檢查����。
(4)隱蔽工程檢查。凡是隱蔽工程需質(zhì)檢人員認(rèn)證后方能掩蓋���。安裝現(xiàn)場此工作尚須經(jīng)顧客監(jiān)理認(rèn)證��。
(5)跟蹤監(jiān)督檢查���。對施工難度較大的工程結(jié)構(gòu),或有特殊要求易產(chǎn)生質(zhì)量問題的施工應(yīng)進(jìn)行隨班跟蹤監(jiān)督檢查���。
(6)對分項(xiàng)�����、分部工程完工后應(yīng)在自行檢查后�,經(jīng)監(jiān)理人員認(rèn)可,簽署驗(yàn)收記錄�����。
2����、檢查的方法
檢查方法分現(xiàn)場進(jìn)行質(zhì)量檢查和試驗(yàn)檢查
(1)現(xiàn)場進(jìn)行質(zhì)量檢查的方法有目測法和實(shí)測法
a��、目測法
目測檢查法的手段��,可以歸納為看�、摸、敲��、照四個(gè)字���。
看 就是根據(jù)質(zhì)量標(biāo)準(zhǔn)進(jìn)行外觀目測�。如:鋼材外觀量��,應(yīng)是無裂縫�、無結(jié)疤、無折疊����、無麻紋�、無氣泡和無夾雜�;施工工藝執(zhí)行,應(yīng)是施工順序合理����,工人操作正常,儀表指示正確����;焊縫表面質(zhì)量,應(yīng)是無裂縫���、無焊瘤�、無飛濺��,咬邊����、夾渣、氣孔��、接頭不良等應(yīng)達(dá)到《施工及驗(yàn)收規(guī)范》的有關(guān)規(guī)定。
涂裝施工質(zhì)量����,應(yīng)是除銹達(dá)到設(shè)計(jì)和合同所規(guī)定的等級,涂后4h不得雨淋����,漆膜表面應(yīng)均勻�����、細(xì)致����、無明顯色差、無流掛���、失光�、起皺��、針孔���、氣泡��、脫落�����、臟物粘附��、漏涂等�����。
摸 就是手感檢查���。主要適用于鋼結(jié)構(gòu)工程師中的陰角��,如鋼構(gòu)件的加勁板切角處的光潔度和該處焊接包角情況可通過手摸加以鑒別��。
敲 就是用工具進(jìn)行音感檢查��。如鋼結(jié)構(gòu)工程柱角墊板是否墊實(shí)�,高強(qiáng)度螺檢連接處是否密貼���、打緊均可采用敲擊檢查�����,通過聲音的虛實(shí)確定是否緊貼����。
照 對于難以看到或光線較暗部位,則可采用鏡子反身射或燈光照射的方法進(jìn)行檢查��。
b 實(shí)沒法
實(shí)測檢查法�����,就是通過實(shí)測數(shù)據(jù)與施工規(guī)范及評定標(biāo)準(zhǔn)所規(guī)定的允許偏差對照��,來判別質(zhì)量是否合格�,實(shí)測檢查法的手段�����,可以歸納為量���、拉�����、測�、塞四個(gè)字。
量 就是用鋼卷尺����、鋼直尺、角尺���、游標(biāo)卡尺�、焊縫檢驗(yàn)尺等檢查制作精度���,量出安裝偏差�����,量出焊縫外觀尺寸��。
拉 就是用拉線方法檢查構(gòu)件的彎曲����、扭曲�。
測 就是用測量工具和計(jì)量儀器等檢測軸線、標(biāo)高�、垂直度、焊縫內(nèi)部質(zhì)量��、溫度、濕度等的偏差�。
塞 就是用塞尺、試孔器���、弧形套模等進(jìn)行檢查����。如用塞尺對高強(qiáng)度螺栓連接接觸面間隙的檢查�����,孔的用試孔器進(jìn)行檢查����,網(wǎng)架鋼球用弧形套模進(jìn)行檢查���。
(2)試驗(yàn)檢查
試驗(yàn)檢查是指須通過試驗(yàn)手段,才能對質(zhì)量進(jìn)行判斷的檢查方法����。如對需復(fù)驗(yàn)的鋼材進(jìn)行機(jī)械性能試驗(yàn)和化學(xué)分析��、焊接工藝評定的試驗(yàn)����、焊接拖帶試板試驗(yàn)�����、高強(qiáng)度螺栓連接副試驗(yàn)��、摩擦面的抗滑系數(shù)試驗(yàn)等���。
安裝工程質(zhì)量控制一覽表(作業(yè)程序名稱及質(zhì)量控制內(nèi)容)
1原材料、鋼構(gòu)件等的檢查 核對材質(zhì)規(guī)格����,出廠證明書檢查��,各部尺寸的測量����,構(gòu)件外觀檢查�����,必要的理化試驗(yàn)
2堆存內(nèi)運(yùn) 外觀檢查�,防變形措施
3 基礎(chǔ)復(fù)測 水平線,柱軸線
4 墊板設(shè)置 填實(shí)情況�,尺寸位置��,固定情況
5 吊裝就位與調(diào)整 吊裝垂直度�、水平度��,位移偏差等尺寸檢查
6 高強(qiáng)度螺檢連接 試驗(yàn)報(bào)告����,初擰與終擰扭矩�����,摩擦面的處理情況�����,終擰后的檢查
7 焊接 預(yù)熱情況�,焊渣清除�,焊道尺寸,焊接缺陷與處理�����,必要的理化試驗(yàn)和無損檢測
8 矯正 網(wǎng)架糾偏措施實(shí)施情況
9 實(shí)測記錄 實(shí)測數(shù)據(jù)核實(shí)認(rèn)證
10 除銹 表面清潔度����,外觀油污等
11 涂裝 測定干膜厚度,氣候情況�����,補(bǔ)漆處的處理等
12 交工驗(yàn)收 資料準(zhǔn)備情況,實(shí)物質(zhì)量情況
 膜結(jié)構(gòu)牛舍
膜結(jié)構(gòu)牛舍
 膜結(jié)構(gòu)車棚
膜結(jié)構(gòu)車棚
 膜結(jié)構(gòu)景觀
膜結(jié)構(gòu)景觀
 膜結(jié)構(gòu)看臺(tái)
膜結(jié)構(gòu)看臺(tái)
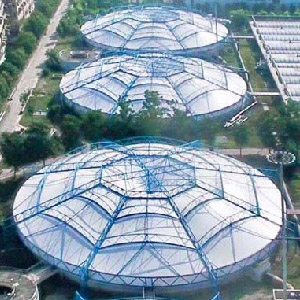 污水池加蓋
污水池加蓋
 膜結(jié)構(gòu)充電柱
膜結(jié)構(gòu)充電柱
 膜結(jié)構(gòu)出入口
膜結(jié)構(gòu)出入口
 膜結(jié)構(gòu)通道
膜結(jié)構(gòu)通道
 膜結(jié)構(gòu)小品
膜結(jié)構(gòu)小品
 充氣膜場館
充氣膜場館
 膜結(jié)構(gòu)體育場
膜結(jié)構(gòu)體育場
 膜結(jié)構(gòu)煤棚
膜結(jié)構(gòu)煤棚
 土壤修復(fù)大棚
土壤修復(fù)大棚